由于電阻對(duì)焊的優(yōu)點(diǎn):接頭光滑�����,毛刺小�����,焊接過程簡單��,在很多細(xì)小的金屬絲對(duì)焊中����,都希望可以通過電阻對(duì)焊設(shè)備來實(shí)現(xiàn)��。
比如在照明燈具上廣泛應(yīng)用的可伐絲對(duì)焊�。近幾年由于飛利浦照明產(chǎn)品的升級(jí),在產(chǎn)品焊接上要求可伐絲材料更硬�,焊點(diǎn)大小要求更為嚴(yán)格,不能超出線徑等��,給可伐絲的對(duì)焊設(shè)備(自動(dòng)點(diǎn)焊機(jī)) 帶來新的挑戰(zhàn)與機(jī)遇�����?�?煞ソz傳統(tǒng)的對(duì)焊���,包括線徑1mm以下的其他材料金屬絲的對(duì)焊幾乎都采用拉弧焊�����。拉弧焊是一種很特別的焊接方法�����,將兩極細(xì)的材料對(duì)焊 在一起�,焊接非常牢固�,量產(chǎn)穩(wěn)定,缺憾的就是拉弧的時(shí)候火光大導(dǎo)致有飛濺���,焊點(diǎn)處節(jié)點(diǎn)較大���。由于產(chǎn)品升級(jí)對(duì)焊點(diǎn)大小的要求,導(dǎo)致此種焊接方式難以實(shí) 現(xiàn)����。在傳感器行業(yè)鉑金絲對(duì)接,電子煙行業(yè)鎳絡(luò)絲對(duì)接�����,爆破高溫發(fā)熱材料的對(duì)接也是遇到類似的問題。
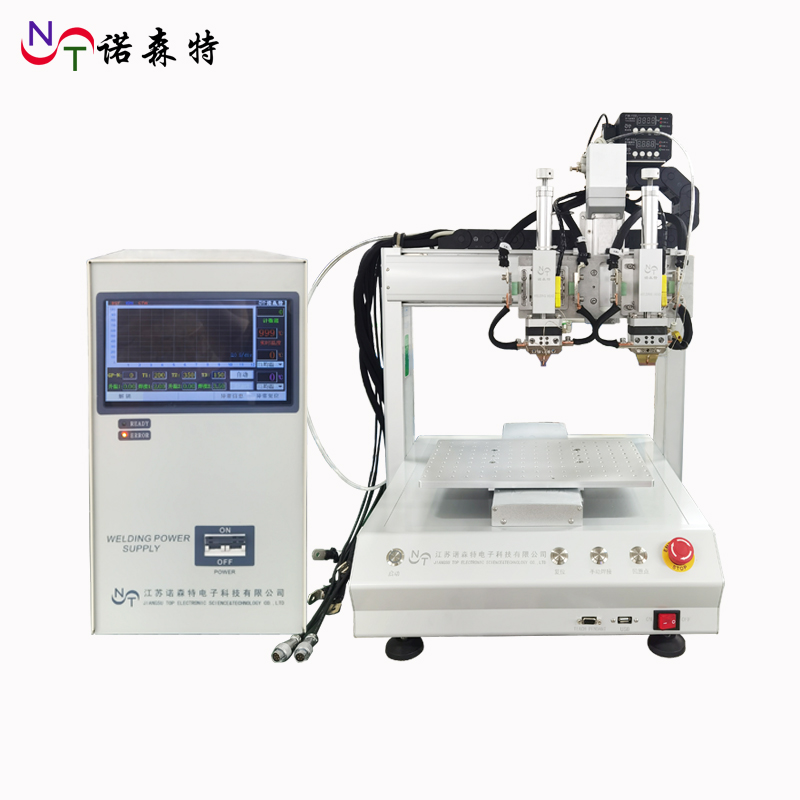
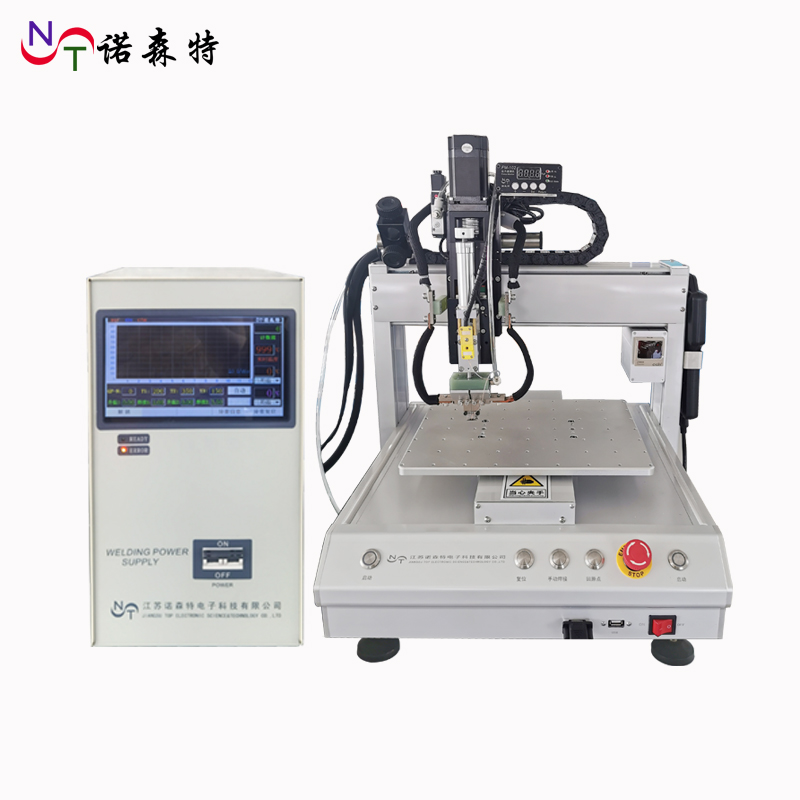
目前適應(yīng)這種升級(jí)的方案就是電阻對(duì)焊(電阻焊點(diǎn)焊機(jī))�, 電阻焊沒有弧光,沒有飛濺�����,從而可以使得焊接點(diǎn)比較小�����,國外已經(jīng)生產(chǎn)成功����。然而調(diào)機(jī)的時(shí)候卻非常難:一是工件太細(xì),夾持機(jī)構(gòu)要求較高���;其次是焊接的壓力 控制要求相當(dāng)精密�����,而且需要兩段壓力���,即在點(diǎn)焊的幾十ms的過程中壓力需要變化才能穩(wěn)定的生產(chǎn);再次是垂直精度的調(diào)整也需要設(shè)備有相當(dāng)?shù)木取?/span>
我司焊接電源精度,響應(yīng)速度��,控制模式選擇��,信號(hào)接口等都完全能夠適應(yīng)對(duì)接機(jī)構(gòu)的需求����。配置給可伐絲對(duì)焊等需要兩點(diǎn)同時(shí)焊接的也有雙輸出焊接電源�����,可以同時(shí)焊接兩端的焊點(diǎn)��。焊接電源焊接參數(shù)規(guī)律是可以通過調(diào)試得到的��。但是能否對(duì)焊成功關(guān)鍵還得看對(duì)焊設(shè)備自身機(jī)構(gòu)水平�����。經(jīng)驗(yàn)豐富的自動(dòng)化廠商��,能夠把控各有精度的機(jī)構(gòu)廠家不妨在機(jī)構(gòu)上努力�,如能實(shí)現(xiàn)電阻對(duì)焊在細(xì)小金屬絲上的廣泛應(yīng)用,是個(gè)不小的市場���。
 中文
中文 英文
英文

店鋪1") 微信公眾號(hào)
微信公眾號(hào) 無錫阿里店鋪
無錫阿里店鋪焊接設(shè)備生產(chǎn)廠家") 自動(dòng)焊接設(shè)備生產(chǎn)廠家
自動(dòng)焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家廠家店") 電焊機(jī)廠家店
電焊機(jī)廠家店